Food Safety Compliance
Food Safety & Quality Policy
We are committed to maintaining the world’s best standard of food safety and quality across all aspects of our operations. The system is based upon the core principles of HACCP to provide premium quality products to our customers, ensuring their satisfaction. To achieve this goal, we will:
- Comply with all applicable regulatory and statutory requirements.
- Establish, achieve and periodically review the food safety and quality objectives.
- Identify hazards regularly, determine Critical Control Points (CCPs) and implement effective control and monitoring measures.
- Foster a culture of food safety and quality that assures an advanced product with uncompromising quality, commitment and compliance.
- Ensure personal hygiene and cleanliness of staff, suppliers, visitors and other interested parties.
- Provide training to enhance the awareness and understanding of food safety and quality standards.
- Analyze the needs and expectations of our customers and initiate continuous improvement programs to meet our customer’s expectations.
- Review and update the food safety and quality management system periodically.


In-House Laboratory Excellence
To ensure precision in quality monitoring and food safety, we operate a well-organized, in-house laboratory with neoteric lab appliances to ensure rigorous testing at every step of production. Our dedicated lab professionals’ conduct:
- Microbial tests for water, ice, and shrimp
- Chemical analysis of water quality to ensure it meets safety standards
This proactive approach helps us prevent contamination risks and maintain compliance with international food safety standards.
Approach to Quality
Our Quality Assurance (QA) team oversees every critical stage of processing, from raw material receipt to shipment, ensuring compliance with both customer expectations and international regulatory standards.
Key elements of our quality assurance program include:
- Sourcing from certified, traceable farms
- Real-time inspections during processing
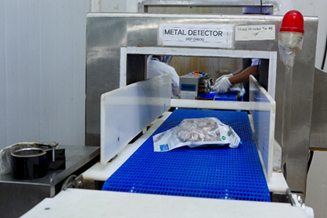
- Metal detection and visual quality checks
- Ongoing process audits and sampling
- Rapid hygiene & sanitation test
Our commitment to quality drives every decision we make, delivering peace of mind to our global partners.